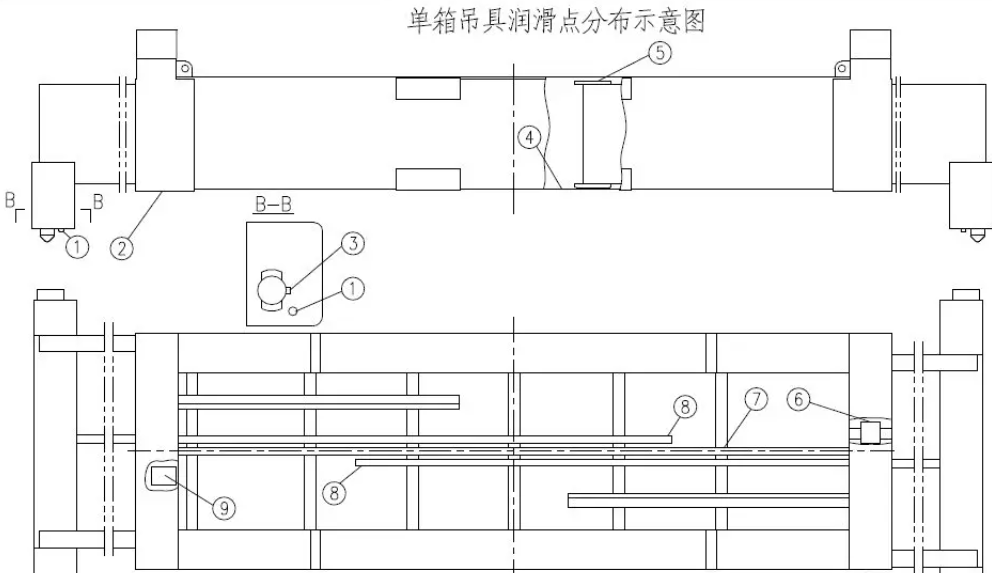
Мысал ретінде күнделікті күтім мен майлауды қажет ететін жартылай автоматты таратқышты алайық.
Қазіргі уақытта ыдысты таратқыштарда қолданылатын майлау әдістерінің көпшілігі қолмен майлау әдістері болып табылады.Қолмен майлау әдісінің кем дегенде келесі кемшіліктері бар: (1) Қолмен майлау кезінде шашыратқышты түсіру қажет, бұл таратқыштың жұмысына әсер етеді;(2) Қолмен майлау кезінде май тамшылатып, қоршаған ортаны ластайды;(3) Контейнер таратқышында ықшам орын болғандықтан, қолмен жұмыс істеу ыңғайсыз;(4) Контейнерде көптеген және шашыраңқы майлау нүктелері бар, бұл ұзақ жұмыс уақытын және жоғары еңбек сыйымдылығын тудырады;(5) Қолмен жанармай құю әдісі ұшқышсыз автоматтандырылған терминалдардың қазіргі даму бағытына қайшы келеді.
Қолмен майлау үшін автоматты майлаудың артықшылығы анық.Жайлағышқа қызмет көрсету циклін ұзартады;қажетсіз тоқтау уақытын қысқартады, таратқышты ауыстыру мен тоқтап тұру құнын азайтады.Дәл уақыт пен сандық майлаудың арқасында бөлшектердің тозуы азаяды, ал техникалық қызмет көрсету құны сәйкесінше азаяды.
Майлау циклі майды айдау сатысынан басталады.Майлау майы май сақтайтын резервуардан сорылады, негізгі майлау желісі арқылы өтеді, дистрибьюторға жетеді, содан кейін қысым қосқышындағы қысым алдын ала белгіленген мәнге жеткенде аяқталады.Мұнайды айдау сатысында сандық майлаушы майлау нүктесіне екінші майлау желісі арқылы майлау майының сандық мөлшерін береді.
Жайлағыштың майлау нүктелерінің жүйелі түрде және сандық түрде дұрыс майлануын қамтамасыз ету үшін толық автоматты майлау жүйесі өте күрделі.Жоғарыда аталған сорғылардан, дистрибьюторлардан және май инжекторларынан басқа, ол басқару блоктары, қысымды ажыратқыштар және сигнал шамдары сияқты бірқатар құрамдастарды қамтиды.Сайттағы таратқышты орнатудың бірнеше физикалық сызбаларын қарастырайық.
Май сорғы және дистрибьютор

Тізбек кішкентай щеткамен майланған
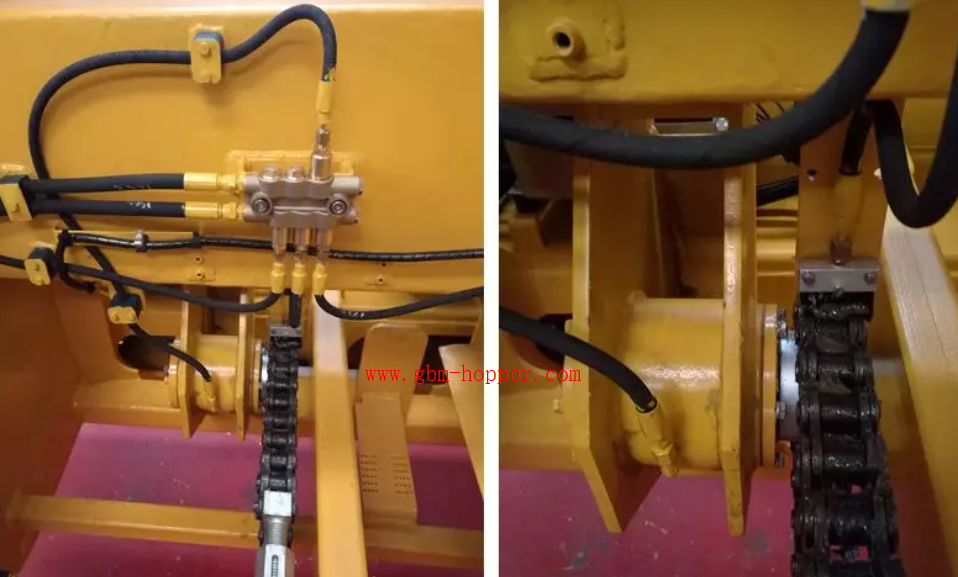
Бұралмалы құлыпты майлау нүктесі

Жіберу уақыты: 05 қараша 2021 ж
 © Авторлық құқық - 2018-2021: Барлық құқықтар қорғалған.
© Авторлық құқық - 2018-2021: Барлық құқықтар қорғалған.